
产品认证:
生产厂家: 0
联系方式:
无论何种金属切削加工,刀具性能、切削力大小、润滑效果都是影响切削效率和刀具耐用度的因素,在切削加工中润滑的作用是在“刀具-工件”和“刀具-切屑”之间提供良好的润滑油膜,使其达到抑制温升、降低刀具磨损、防止粘连的作用。
由于传统的切削液、切削油的浇注式润滑不能有效的在摩擦表面生成油膜。因此润滑效果不能全面发挥,浇注式冷却又易对刀具形成热冲击,导致刀具耐用度降低。而微量润滑的关键是超细微的油雾粒子极易在切削摩擦区渗透并附着形成油膜。
国际上微量润滑技术主流产品都是通过油雾发生器产生微米级的油雾粒子与压缩空气形成混合流高速喷射至切削摩擦区域形成润滑油膜。
多相流微量润滑:应用方向攻丝、锯切、导轨、丝杆、钢丝绳等领域以及传统设备的车、铣、等投入更低的改造项目方面。
采用油-气两相流或者油-气-水三相流是压缩空气在外置式喷嘴出口端将油滴撕裂成油雾的形式,这样形成的油雾颗粒较大,渗透性较差,并不能在切削摩擦区充分的形成可靠的润滑油膜。而水的加入解决的是摩擦变形之后的切屑、工件、刀体降温,摩擦时的切削热问题不能有效抑制。多相流情况下润滑状况并没有有效提升,而对刀具寿命的有害热冲击继续存在,这对生产而言存在不确定性。
目前主流的切削液替代方案是MQL微量润滑技术(通过油雾发生器产生微米级的油雾粒子与压缩空气形成混合流高速喷射至切削摩擦区域形成润滑油膜),已投产的生产线都采用这种技术。

 赛莱默在线模拟 pH/ORP 分析仪增添新成员
赛莱默在线模拟 pH/ORP 分析仪增添新成员
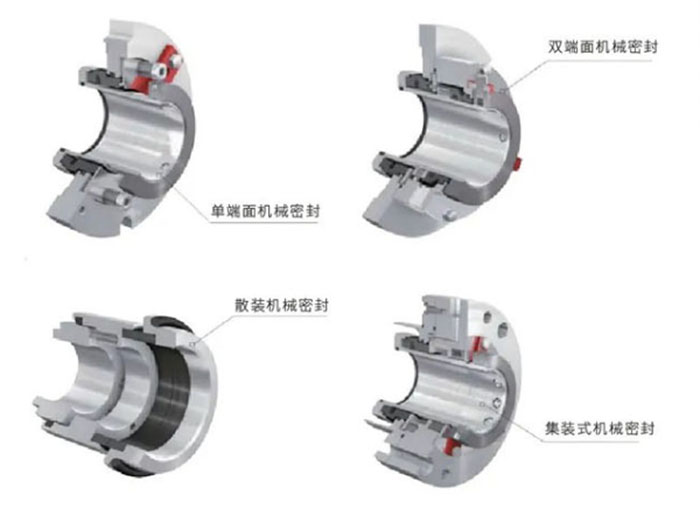
 【公司产品】HT1-D渣浆泵双端集装式机械密封
【公司产品】HT1-D渣浆泵双端集装式机械密封
 新品推荐| Wilo-Atmos GIGA-I 系列高效管道泵
新品推荐| Wilo-Atmos GIGA-I 系列高效管道泵
 新品上市 | 永磁变频新型深井泵QJ-G系列
新品上市 | 永磁变频新型深井泵QJ-G系列
 Watson-Marlow推出新型Qdos 60 PU 蠕动泵
Watson-Marlow推出新型Qdos 60 PU 蠕动泵
 固瑞克发布新一代Quantm电动隔膜泵
固瑞克发布新一代Quantm电动隔膜泵
 产品推荐 | 凯士比机械密封
产品推荐 | 凯士比机械密封
 好泵利荐 | 利欧大功率切割泵、污水污物潜水电泵全新升级!
好泵利荐 | 利欧大功率切割泵、污水污物潜水电泵全新升级!
 流体优化设计丨南元气液混合泵系列来袭
流体优化设计丨南元气液混合泵系列来袭
 新品推荐 | KSB凯士比SEZ 立式筒式泵
新品推荐 | KSB凯士比SEZ 立式筒式泵
 胜达因HMD Kontro发布HF 烷基化磁力泵
胜达因HMD Kontro发布HF 烷基化磁力泵
 应对无菌灌装挑战,Watson Marlow推出新型Flexicon PF7+泵
应对无菌灌装挑战,Watson Marlow推出新型Flexicon PF7+泵
 新品上市 | 英格索兰ARO单向定量缸计量系统
新品上市 | 英格索兰ARO单向定量缸计量系统
 耐驰携PERIPRO泵新品
耐驰携PERIPRO泵新品
 米顿罗重磅发布Primeroyal家族最小新品——PH计量泵
米顿罗重磅发布Primeroyal家族最小新品——PH计量泵
 威乐发布Wilo-Atmos GIGA-B端吸泵新品
威乐发布Wilo-Atmos GIGA-B端吸泵新品
 新品发布:新型传送波计量泵
新品发布:新型传送波计量泵
 格兰富发布新一代CR(N)泵
格兰富发布新一代CR(N)泵
 苏尔寿推出全球最大的中浓泵
苏尔寿推出全球最大的中浓泵
 产品推荐 | 泽尼特潜水泵Grey
产品推荐 | 泽尼特潜水泵Grey
 新品推荐 | 百士吉四柱塞隔膜泵Quattroflow QF5k
新品推荐 | 百士吉四柱塞隔膜泵Quattroflow QF5k
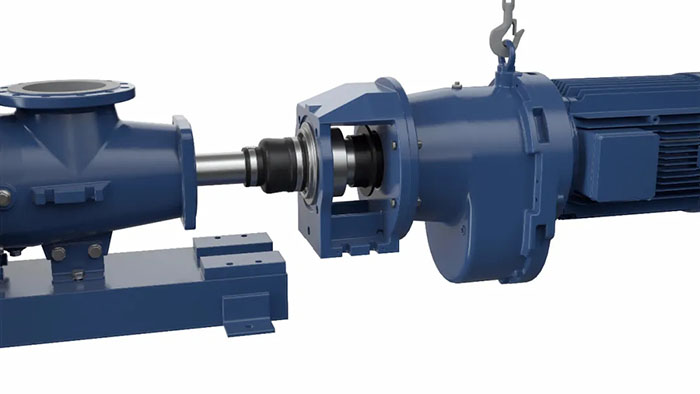 SEEPEX让大型设备的维护变得轻而易举
SEEPEX让大型设备的维护变得轻而易举
 NSO泳池泵
NSO泳池泵


 产品与技术
产品与技术 您现在的位置:
您现在的位置: